
想要一睹桥梁护栏经验丰富质量放心产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:桥梁护栏经验丰富质量放心的图文介绍


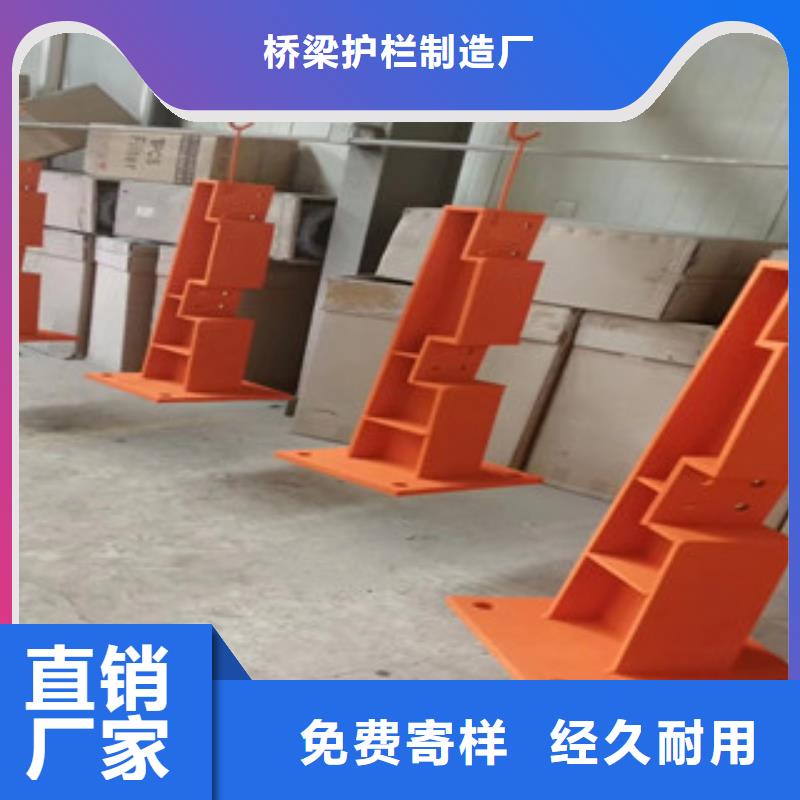
道路护栏不仅仅是隔离开了道路,更重要的是对于人身以及车辆的保护。所以想要让道路护栏更好的服务我们,相关人员就应该定时对道路护栏进行保养维护,这样才能有效的延长道路护栏为我们服务的时间。 道路护栏表面都会有一层镀锌,是为了保护护栏在长久的风雨中可以延长使用寿命,同时也使用产品有一个很好的美观性,并且也能对产品进行很好的防锈性。所以这种产品在使用中是不是好看,是不是有很好的寿命,也都是会受到它的镀锌质量影响。而作为厂家来说,也就需要让其在生产中有很好的镀锌质量,当然这种镀锌质量上面的也并不是说就的,也需要让厂家有多方面的条件。 ??怎么道路护栏的镀锌质量?首先让道路护栏的生产厂家要有很好的镀锌设备,因为道路护栏在镀锌的时候,需要使用到设备,好设备会为道路护栏镀锌带来更好的。厂家有很好产品生产技术,同时有好镀锌设备及镀锌技术的实力,自然也就保证了道路护栏镀锌质量。



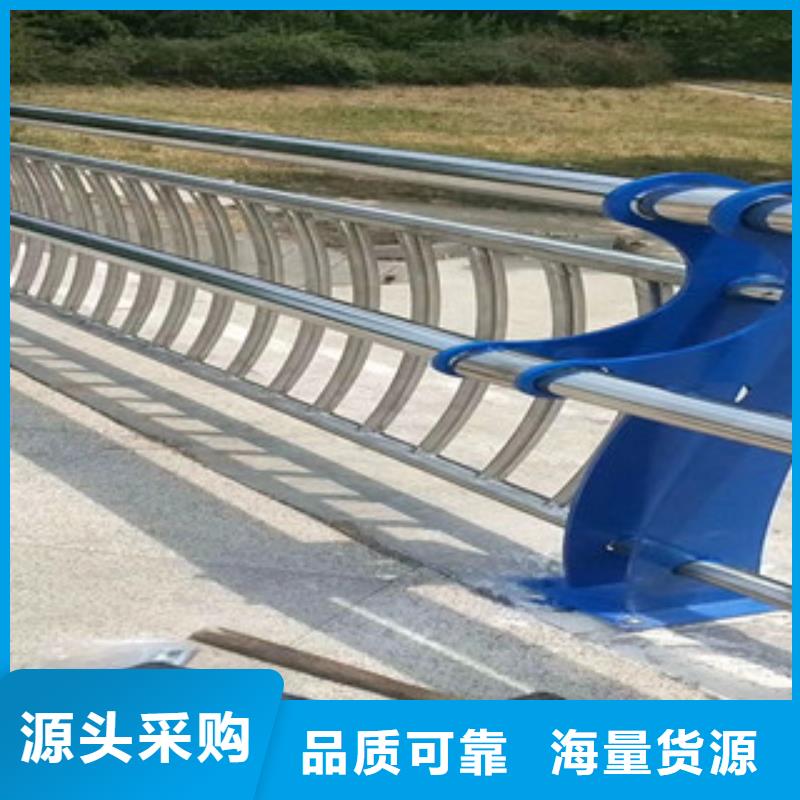
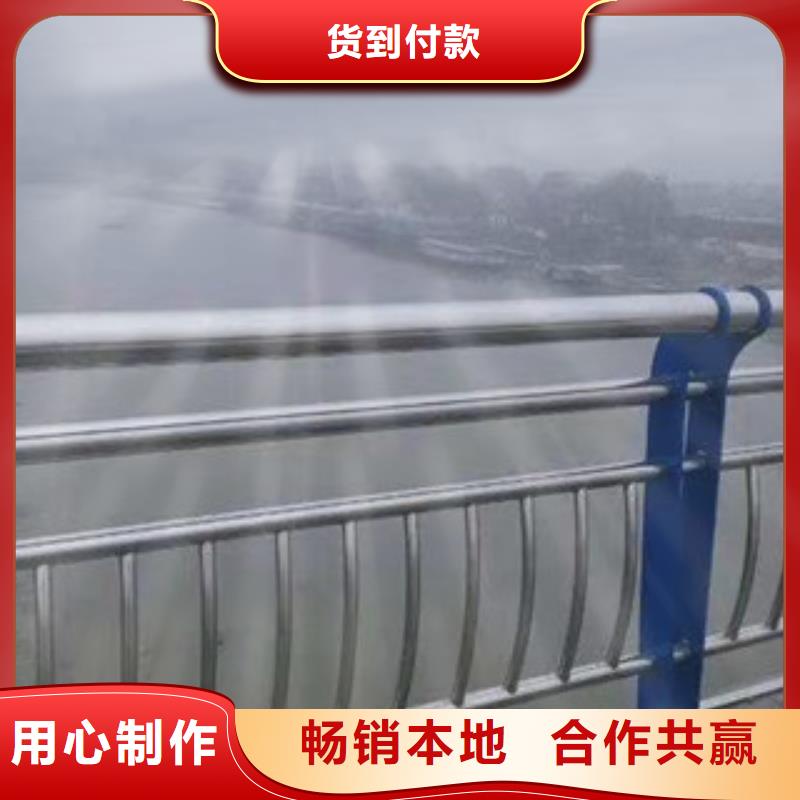
柳州桥梁护栏制造厂一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 【市政护栏】产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 【市政护栏】产品质量的稳定,有效地改善了环境。



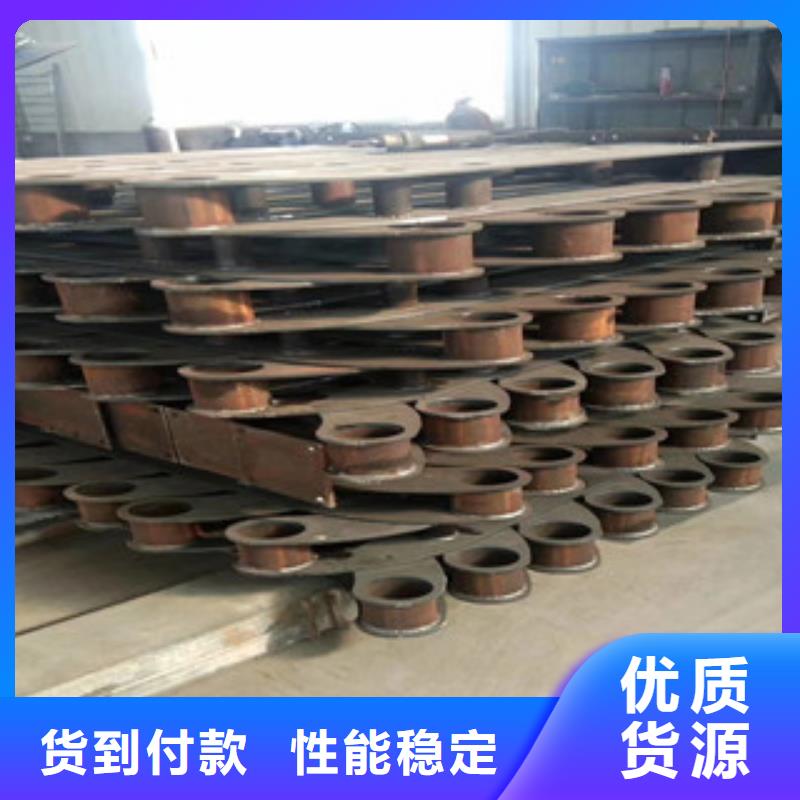
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。



不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。

